Streamlining the production of viral vectors, especially on a large scale, entails significant technical challenges, such as suboptimal titers and packaging efficiencies, alongside high costs. These concerns are particularly significant as the industry strives to establish the commercial viability of gene therapies. Touchlight’s enzymatically amplified dbDNA™ (doggybone DNA) overcomes these challenges by reducing the amount of DNA and transfection agent needed, resulting in higher yields of functional adeno-associated viral (AAV) vectors with fewer non-functional particles. This efficiency not only cuts production costs, it makes therapies more accessible. Ready-to-use research-grade dbDNA for AAV vector production expedites initial evaluations, with both research- and GMP-grade dbDNA available on accelerated timelines. Through multiple mechanisms, Touchlight’s innovation reduces the cost of goods sold (COGS) for AAV-based therapeutics and paves the way for rapid development from preclinical stages to commercial scale.
Technical and Economic Limitations of Plasmid DNA at Scale for AAV
The production of AAV vectors for use in gene therapies requires the introduction of DNA sequences encoding viral components and the therapeutic gene of interest (GOI) into producer cells — typically mammalian HEK293 cells or their derivatives. Currently, the dominant technique for creating viral vectors is the transient transfection of plasmid DNA (pDNA), using a transfection reagent to facilitate entry into the cells. However, this approach faces significant pragmatic hurdles, especially as production scales up. One major challenge is that the bacterial origins of pDNA, including the antibiotic-resistance genes and endotoxins intrinsic to Escherichia coli–based bacterial fermentation, present potential safety complications if administered to patients (the U.S. Food and Drug Administration “recommend that you not use antibiotics for bacterial selection” and “prevent the introduction of bacterial endotoxins into drug and biological products and their components”). Removing these impurities requires rigorous and complex purification processes. Additionally, the manufacturing process for the production of pDNA itself is fraught with inefficiencies and high costs. The lengthy timeframes required to produce GMP-compliant pDNA, which can stretch into several months, further complicate the scenario, impeding rapid development and approval of new therapeutics.
As the gene therapy market evolves beyond a focus on rare diseases to target conditions affecting larger patient populations, the COGS becomes an increasingly critical factor. The existing pDNA-based production methods, with their complex purification needs and long lead times, result in pDNA representing the largest share (15–50%) of the raw material costs per GMP batch of AAV, which is not economically viable at the scale required for widespread treatments. This shift in market demand necessitates a new production paradigm that can reliably supply large quantities of therapeutic vectors without a corresponding increase in costs.
Owing to these challenges, interest has grown in the establishment of alternatives to pDNA for viral vector production. Various DNA constructs and processes have been developed over the years, and while each has its own advantages and limitations, all potentially present benefits compared with pDNA produced via fermentation.
In particular, enzymatic amplification of DNA not only simplifies the DNA production process and reduces manufacturing footprints but also yields high-quality DNA that is free from bacterial sequences and antibiotic-resistance genes — attributes that significantly enhance the safety profile of therapeutic products.
dbDNA from Touchlight
Touchlight’s dbDNA is linear, closed double-stranded DNA (dsDNA) produced enzymatically via rolling circle amplification from a very small quantity of plasmid template. dbDNA contains no bacterial sequences and, since it is not derived from bacterial cells, contains very low endotoxin, mitigating common contamination concerns. By utilizing a sophisticated combination of amplification and processing enzymes, dbDNA is rapidly amplified with high fidelity and a remarkably smaller benchtop production footprint compared with pDNA.
The versatility of dbDNA lies in its ability to carry small, large, and complex genes, with a capacity for sequences over 30 kilobases in length. This makes dbDNA a valuable tool for a considerable array of therapeutic applications. Its ability to carry sequences that far exceed the size limits of AAV and lentiviral vectors — approximately 4.7 kb and 8–10 kb, respectively — positions dbDNA as a universal tool for the production of viral vectors employed in cell and gene therapies. Beyond these, dbDNA may also be pivotal for advancing other genetic medicines, including mRNA therapies, gene-editing techniques, non-viral gene therapies, and DNA vaccines.
The production of dbDNA begins with a circular template, which undergoes rolling circular amplification initiated by the ɸ29 DNA polymerase. Protelomerase then catalyzes covalent closures that convert the amplified DNA into a linear form, and other enzymes mediate the degradation of unneeded backbone sequences. Enzymatic DNA production removes the need for clearance of host cell proteins, genomic DNA, and all the endotoxins normally associated with a plasmid biological replication system, as those impurities are not there to begin with. The purification process needed for dbDNA is simpler and more straightforward, as it only needs to remove excess enzymes and low-molecular-weight DNA particles using chromatography and stringent filtration. dbDNA then undergoes a final fill/finish step, preparing it for use in various applications.
This scalable platform (currently up to 5-g batch size with further scale-up in the pipeline) can produce significant quantities of dbDNA at a fraction of the volume required for traditional fermentation, exemplified by the equivalence of material produced in less than 5-liter (L) scale to that of 200-L to 400-L fermentation batches. Such efficiency not only circumvents the waste generation and contamination risks of bacterial systems (e.g., excess bacteria, bacterial DNA, proteins, and endotoxin) but also maintains excellent fidelity. This high fidelity is particularly evident in complex sequences prone to errors in other systems, such as inverted terminal repeats (ITRs), which are essential elements for viral vector production.
Having manufactured over 1,400 client constructs as of Q1 2024, Touchlight has positioned dbDNA for applications across diverse modalities ranging in size and complexity. The company offers a spectrum of dbDNA grades — Catalogue, Discovery, Research, Smart-GMP, and GMP — tailored for varying stages of development, from early research to clinical and commercial manufacturing, demonstrating the versatility and applicability of this technology.
Operational Efficiencies and Improved Safety in AAV Production
The utilization of dbDNA in the manufacturing of AAV vectors achieves enhanced titer levels and improved ratios of full to empty capsids, especially after protocol optimisation.
The efficiency of dbDNA in transfection stems from its linear, minimal configuration. A lesser quantity of dbDNA is required — up to 40% less on average — for effective transcription, resulting in heightened cellular uptake and productivity and circumventing the overproduction of viral particles.
Beyond these operational efficiencies, the absence of bacterial sequences and antibiotic-resistance markers in dbDNA improves the resulting safety profile. Such safety considerations, coupled with the streamlined scalability of dbDNA production and the swift turnaround time for the generation of GMP-grade material, enhance the overall attractiveness of dbDNA. The capability to produce dbDNAs cost-effectively for various AAV serotypes — including AAV2, AAV9, AAV6, and AAV8 — has been verified, with data on AAV5 coming in 2024.
Better Fidelity for Complex Viral Sequences
Touchlight’s technology employs the high-fidelity proofreading DNA polymerase ɸ29 in rolling circle amplification, resulting in production of DNA constructs with a substitution error rate in the range of 1 in 10–6 to 10–5 and insertion/deletion mutations at a rate of less than 1 in 10–9. The error rate in a dbDNA molecule is indistinguishable from that of the plasmid template from which it is derived. This high fidelity is particularly advantageous for the production of dbDNA for AAV, where the constructs containing the GOIs also incorporate complex sequence structures, such as ITRs, which are prone to substantial errors in pDNA production, including multibase truncations and rearrangements. Such sequences remain stable during the dbDNA enzymatic process, avoiding the unintended alterations that can occur during bacterial fermentation.
Next-generation sequencing methods (including Illumina, Nanopore, and others) are routinely applied to characterize the performance of the dbDNA process, and these data have been provided to regulatory agencies as part of IND/IMPD dossiers.
Figure 1 presents NGS data for pDNA and dbDNA encoding two wildtype or untruncated ITR constructs and two truncated ITR constructs. The left bar of each graph displays the percentage of reads of the pDNA from which the dbDNA was made that matched the original sequence, while the right bar contains the reads from those dbDNAs. Error rates were low and nearly identical for both the untruncated and purposely truncated ITRs. These data reinforce the reliability of dbDNA for reproducing intricate genetic sequences from pDNA with high fidelity, ensuring that the ITRs and therapeutic gene sequences will remain intact and function as intended.
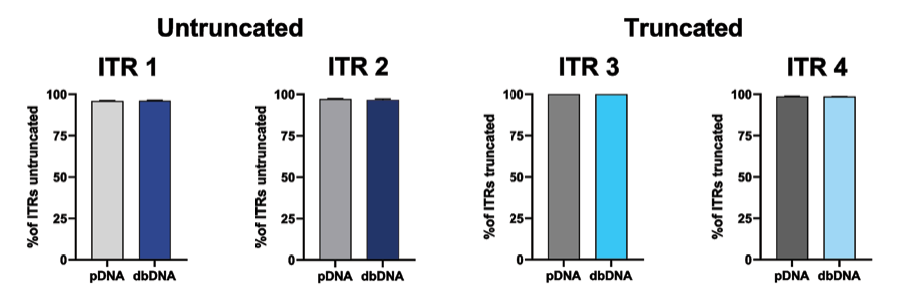 Figure 1. NGS sequencing data — amplification of untruncated and truncated ITRs for dbDNA.
Figure 1. NGS sequencing data — amplification of untruncated and truncated ITRs for dbDNA.
Increased Full/Empty Capsid Ratios with dbDNA
The transient transfection process for viral vectors usually employs three plasmids: one carrying the GOI, another serving as the adenoviral helper plasmid, and a third containing the Rep and Cap genes. dbDNA can be utilized in each of these roles effectively.
Figure 2 shows the titers obtained for an AAV9 vector produced using dbDNA and pDNA by two different customers in suspension-adapted 293 cells. Viral particles (VP) per mL and viral genomes (VG) per mL titers were determined using enzyme-linked immunosorbent assay (ELISA) and enhanced green fluorescent protein (eGFP)-targeted dPCR.
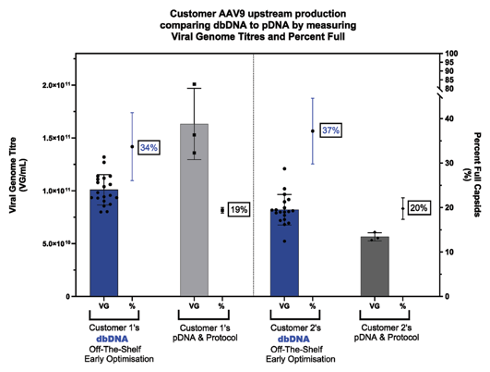 Figure 2: Improved percentage of full capsids using dbDNA.
Figure 2: Improved percentage of full capsids using dbDNA.
Using the initial optimization conditions in Table 1, customers compared AAV9 expressing eGFP dbDNA, matching pDNA versus their own plasmid and using their optimized protocol for plasmid. The viral genomes (VG) per mL titers were determined using digital polymerase chain reaction (dPCR). Percent (%) full was determined by VG per mL divided by viral particles (VP) per mL (VP titers were determined using AAV9-specific ELISA, not shown). Suspension-adapted 293 cells were used. AAVs were harvested at 72 hours and clarified.
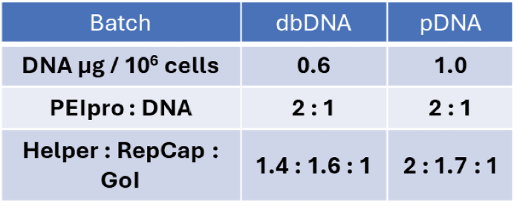 Table 1. Recommended starting parameters for dbDNA AAV production.
Table 1. Recommended starting parameters for dbDNA AAV production.
The advancement of affordable AAV vector–based therapies is significantly hindered by the challenge of achieving high titers of fully encapsidated vectors. Regulators mandate minimizing the percentage of empty or partial capsids due to their negative impact on therapeutic efficacy and safety. Hence, improving the production of full capsids is vital not only for enhancing overall yields but also for simplifying the purification process.
When dbDNA is employed in the place of pDNA using conventional protocols, the resulting AAV titers are similar; however, the total viral particle count is significantly lower. Touchlight’s bespoke dbDNA starting ratio not only matches these titers but also substantially decreases the proportion of empty viral particles.
Comparable AAV Yields with dbDNA Using Unoptimized Protocols
Transitioning from pDNA to dbDNA can be simple and benefits from optimization, as would be expected. One customer wanted to jump in quickly and decided an important knowledge point was how the production of AAV9 varied with different transfection reagents, as their clients may have specific transfection reagent requirements. Figure 3 displays this very early testing of dbDNA versus sequence-matched pDNA versus the customer’s own pDNA system and standard operating protocols. Using Transporter™ 5, PEIpro™ and FectoVIR™, the results show that dbDNA produced similar or increased VG titers.
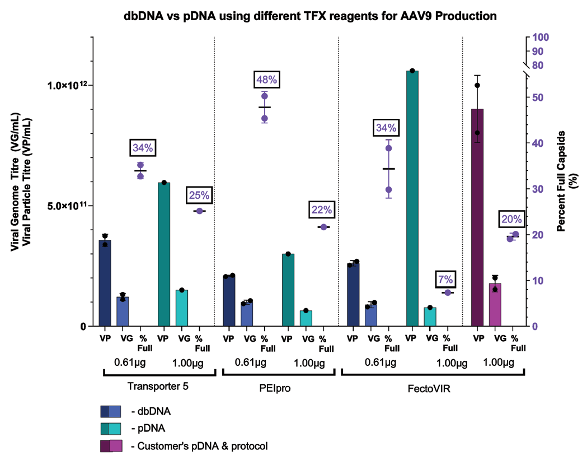 Figure 3. AAV9 yields are comparable between dbDNA and pDNA.
Figure 3. AAV9 yields are comparable between dbDNA and pDNA.
VP per mL and VG per mL titers were determined using AAV9-specific ELISA and dPCR. % full was determined by VG/VP per mL. Suspension-adapted 293 cells were used with either Transporter™ 5, PEIpro™, or FectoVIR™ as the transfection reagents. AAVs were harvested at 72 hours and clarified.
dbDNA consistently produced a lower VP/mL titer while maintaining a similar VG/mL titer to the matching pDNA using the standard protocol after minimal optimization of the dbDNA process. In addition, the customer’s own control pDNA system yielded only somewhat better VG/mL but drastically more VP/mL, resulting in much lower percentage (%) full outcome. Notably, these dbDNA results were achieved by using 40% less DNA. Such efficiency in early-phase production underscores dbDNA’s potential to streamline AAV vector manufacturing and reduce COGS.
An example of why optimization is important is that utilizing 0.6 µg of dbDNA in contrast to 0.8 µg results in equivalent viral genome titers, yet the former generates roughly half as many empty particles, thereby increasing the full-to-empty capsid ratio. This enhancement in packaging efficiency translates to increased yields, reduced waste, and a streamlined downstream purification process.
Figure 4 illustrates the potential of dbDNA to improve AAV9 vector packaging efficiency. Here, AAV9 viral titers were measured by mass photometry. The same AAVs produced in the experiments for Figure 3 were run through an anion-exchange column purification and used to generate the mass photometry results.
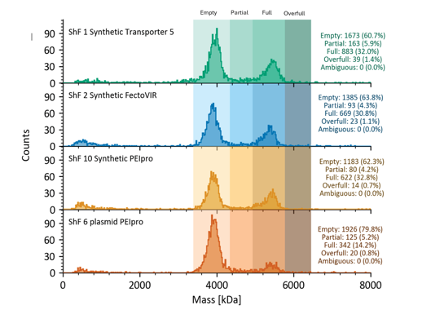 Figure 4. Packaging efficiency is improved with dbDNA, as confirmed by mass photometry.
Figure 4. Packaging efficiency is improved with dbDNA, as confirmed by mass photometry.
These initial results display a greater than 100% increase in the proportion of full AAV capsids without any deliberate efforts to optimize encapsidation, hinting at the possibility of further refining dbDNA packaging efficiency, an area that continues to be explored with the intent of maximizing the therapeutic potential of AAV vectors.
These results represent only a starting point. Touchlight customers who are initially transitioning from pDNA to dbDNA have benefited from adopting Touchlight’s foundational protocol and then optimizing the process for the unique product. Design-of-experiment (DoE) studies with the support of Touchlight’s experienced Application Specialist team are crucial to fine-tune the process for each unique application, maximizing both yield and quality of the final AAV product.
Cost-Effectiveness of dbDNA for AAV Manufacturing
The reduction of the COGS for AAV manufacturing enabled by dbDNA marks a significant step forward in gene therapy, facilitating the development of treatments for widespread diseases and broadening patient access. Addressing the economic challenges in viral vector production — specifically DNA, transfection reagent and process duration — is pivotal. The switch from pDNA to dbDNA offers a straightforward strategy to improve the economics of transient transfection.
On the upstream side, dbDNA significantly reduces the DNA requirement by over 40% and transfection reagent needs by as much as 50%. For example, in a 200-L batch, where traditional AAV production might consume around 410 mg of pDNA and 820 mL of PEI, dbDNA operations could be conducted with under 245 mg of dbDNA and just 410 mL of PEI — allowing the production of nearly three dbDNA batches with the same resources used for two pDNA batches.
Figure 5 illustrates these substantial savings when dbDNA is applied to AAV production. Moreover, downstream efficiencies are realized through on average twofold or greater increase in packaging efficiency, which simplifies operations and reduces loss during purification. The elimination of bacterial contamination assays further cuts both costs and time.
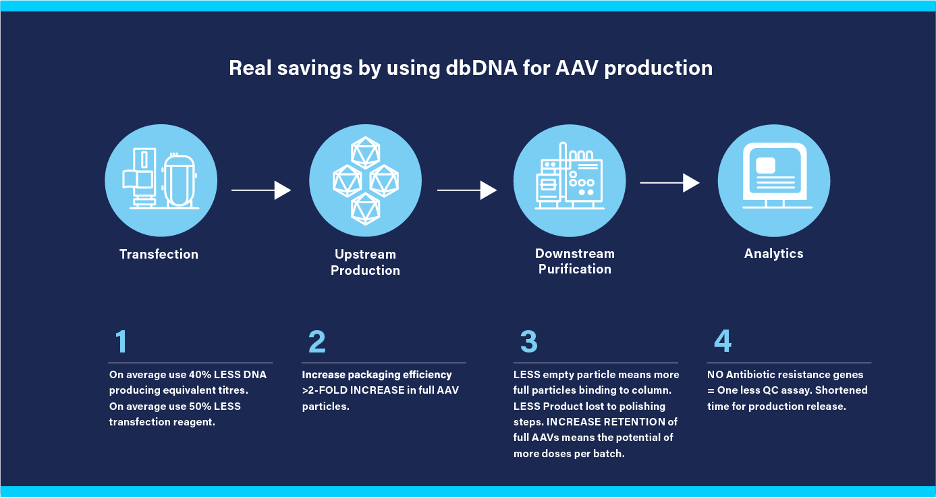 Figure 5. Real savings by using dbDNA for AAV production.
Figure 5. Real savings by using dbDNA for AAV production.
Producing more viral vector per batch translates into more potential doses from each batch. Coupled with the enhanced percentage of full capsids in the dbDNA-produced AAV product, this may reduce the dosages needed to be administered to achieve the therapeutic effect, multiplying the number of doses possible from a single batch and further decreasing the cost per dose. This dual impact of quantity and quality in dbDNA AAV production ushers in a new era of cost-efficiency in gene therapy manufacturing.
Regulatory Status of dbDNA for AAV Manufacturing
The regulatory landscape for dbDNA in AAV vector manufacturing is favorable, thanks in part to its enzyme-based production process, which offers a superior safety profile. The lack of bacterial origins means that standard assays for antibiotic resistance genes, endotoxins, and mycoplasma, typically mandated by regulatory bodies, are technically unnecessary for dbDNA. In the context of heightened regulatory scrutiny regarding antibiotic resistance and guidance aimed at mitigating the risk of transferring antibiotic-resistance markers to pathogenic bacteria, the ability to avoid the use of the resistance genes positions dbDNA favorably in the AAV-mediated gene therapy market going forward, and a shift in regulatory standards is anticipated as the understanding of dbDNA’s distinct production process becomes more widespread.
Touchlight’s dbDNA has garnered regulatory recognition, securing a Drug Master File (DMF) with the FDA in 2022. Furthermore, it has achieved the Innovative Licensing and Access Pathway (ILAP) designation from the UK’s Medicines and Healthcare products Regulatory Agency (MHRA), signaling its potential to streamline the regulatory process.
The use of dbDNA is being actively adopted in the clinic, with a phase II clinical trial in France currently investigating an AAV-based therapy produced with dbDNA. Beyond the AAV sector, dbDNA has received FDA approval for Investigational New Drug (IND) applications for its use in mRNA-based cell therapies and therapeutic vaccines, underscoring its versatility and acceptance as a key component in the manufacturing of advanced therapies.
Enabling the Switch from pDNA to dbDNA for AAV Manufacturing
Transitioning from pDNA to dbDNA for AAV production represents a paradigm shift, leveraging dbDNA’s linear and minimal design that includes only the necessary genetic elements. For the triple transient transfection essential in AAV vector production, dbDNA versions of the GOI, Rep-Cap, and helper sequences are up to 40% smaller than their pDNA counterparts, owing to the absence of bacterial genetic elements.
Historical transient transfection methods tailored around pDNA yield variable results when dbDNA is introduced without adjustments. Recognizing this, Touchlight has conducted extensive research to establish a robust starting protocol for dbDNA-based AAV transfection. This protocol considers key changes, such as a reduction in the total quantity of DNA required and adjustment of the DNA to transfection reagent ratio, emphasizing molar rather than mass ratios for precision.
Touchlight has streamlined access to dbDNA, whether by synthesizing from a Genbank sequence or using an existing customer plasmid containing the GOI. Both are simple and can be quickly made into dbDNA for the chosen modality.
Touchlight also offers off-the-shelf Catalogue dbDNAs specifically developed for AAV production and available for initial evaluation and testing, including Rep-Caps 2 and 9, an AdHelper, and a luciferase and GFP combined reporter transgene. These products are shipped next day. They can be purchased individually or in a kit that also contains the plasmids from which each dbDNA was derived, which allows for direct comparison studies.
Technical support from Touchlight is robust, with direct access to Application specialists with extensive experience in viral vector scale-up. We are poised to assist in designing and refining processes through DoE strategies.
Finally, Touchlight’s manufacturing capabilities for dbDNA span from laboratory to commercial scales, with a notable reduction in lead times compared with pDNA. Discovery- (1 mg) or R&D-grade material (5 mg to 2.5 g) can be delivered in 4–6 weeks, and SmartGMP or GMP material within 5–6 weeks of receiving the GOI sequence — significantly faster than traditional pDNA timelines (on the order of months), thereby accelerating the pace from concept to clinic.
Investing in Additional Capacity and Further Innovation for AAV Applications
Touchlight has taken steps to ensure supply chain robustness, establishing strategic partnerships with GMP suppliers, dual supply of critical raw materials, and immediate access to off-the-shelf consumables, eliminating lead times for customization. The infrastructure is further bolstered by dual production facilities equipped with independent backup generators, ensuring resilience and the option for third-party dbDNA manufacturing to meet escalating demands.
Pioneering achievements in synthetic DNA technology have cemented Touchlight’s leadership, with an impressive portfolio of 100 granted patents, groundbreaking GMP-grade material production, substantial scaling capabilities, FDA DMF accreditation, and tangible human study advancements — yet these are just the early milestones.
In 2023, Touchlight tripled capacity for dbDNA at its production facility to 8 kg per year. In 2024, a grant-funded lab focused solely on optimizing dbDNA AAV vector production opened. In addition to exploring in detail the use of dbDNA in transient transfection reactions, the lab will reinvestigate the architectures of the Rep-Cap, helper, and GOI constructs with the goal of determining the optimum designs that will maximize AAV production. The expectation is that dbDNA can provide even greater productivity and cost benefits for advanced therapies than have already been demonstrated, and Touchlight is committed to realising those gains for therapy developers and their patients.
Transforming AAV Economics
Touchlight’s enzymatically synthesized dbDNA presents transformative potential to improve process economics and quality of AAV vectors for use in gene therapies. By replacing pDNA manufacturing with a simplified DNA production process and eliminating bacterial sequences and antibiotic-resistance genes, dbDNA improves the safety profile of therapeutic products. With lower DNA and transfection agent requirements, dbDNA facilitates higher yields of functional AAV vectors, resulting in cost reductions and accelerating the transition from preclinical stages to commercial scale. In particular, dbDNA production demonstrates superior fidelity in replicating intricate genetic structures like ITRs, which are crucial for the integrity of gene therapies.
Additionally, the use of dbDNA has been shown to significantly enhance the ratio of full to empty AAV capsids, increasing the efficiency of AAV vector production. This increased packaging efficiency is not only promising for the quality of AAV vectors but also for streamlining the purification processes, further contributing to cost savings. The economic benefits of employing dbDNA are substantial, with the potential to markedly decrease the COGS in AAV manufacturing. These benefits are matched by a favorable regulatory outlook for dbDNA, as evidenced by its recognition by agencies like the FDA and MHRA, which may lead to a shift in regulatory standards and further adoption of this technology.
Touchlight’s dedication to innovation in AAV applications is evident in their strategic investments and capacity expansion, as well as their ongoing research aimed at refining AAV vector production. Their approach not only paves the way for more affordable and accessible gene therapies but also underscores the company’s commitment to supporting therapy developers in bringing advanced treatments to patients more efficiently.
Originally published on PharmasAlmanac.com on July 2, 2024